

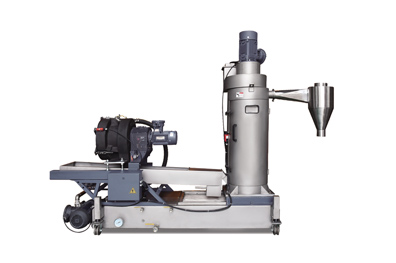
Twin-screw extruders are widely used for devolatilization in various polymers and rubbers.
1. The devolatilization process in twin-screw extruders is a continuous process.
2. Efficient heating and precise temperature control enable thermal balancing and heat evaporation
3. High devolatilization efficiency, with continuous surface renewal during screw rotation, accelerates evaporation.
4. Modular design provides flexibility and allows for precise devolatilization with multi-stage vacuum ports at varying vacuum levels and air speeds.
For polymers: Solvent removal, Dehydration, Monomer removal, Byproduct removal
For rubber: Solvent removal, Dehydration
Material addition - Devolatilization extrusion - Pelletizing or direct transfer to downstream equipment.
Model | Screw diameter(mm) | Max. screw speed(rpm) | L/D | Main motor power(kW) | Throughput(TPU example) |
HKV54 | 54 | 150/300 | 68 | 22/45 | 50-100 |
HKV77 | 77 | 150/300 | 68 | 55/110 | 150-250 |
HKV100 | 100 | 150/300 | 68 | 90/200 | 300-500 |
HKV140 | 140 | 150/300 | 68 | 250/450 | 750-1200 |
HKV189 | 189 | 150/300 | 68 | 450/900 | 1500-2000 |
- K-resin cyclohexane removal
- SBR C6 oil removal
- Chlorinated polypropylene carbon tetrachloride removal
- HNBR solvent removal
- CSPE carbon tetrachloride removal
- Pharmaceutical alcohol removal
- POM stabilization and monomer removal
- ABS waste powder monomer and moisture removal
- PE/PP grafting monomer/solvent removal
- EVOH dehydration
- Asphalt-based carbon fiber material production
Related Products
 SK26/36 Twin Screw Extruder
SK26/36 Twin Screw Extruder
SK36 twin screw extruder is mainly used for experiment and small batch production, especially for small batch and multi-variety materials

 AKP Series Strand Pelletizer
AKP Series Strand Pelletizer
As the most commonly used granulation auxiliary machine, stretch granulator is one of the key equipment for users to obtain stable quality and beautiful appearance products.
 AKW Series Water Ring Pelletizer
AKW Series Water Ring Pelletizer
For some materials such as elastomers with low hardness or easy adhesion, it is recommended to use a water ring granulator for granulation.
 Tel: +86-25-52706155
Tel: +86-25-52706155
 E-mail: info@kymach.com
E-mail: info@kymach.com
 No.59 West Tianyuan Road, Jiangning, Nanjing, Jiangsu Province, China
No.59 West Tianyuan Road, Jiangning, Nanjing, Jiangsu Province, China
 English
English  日本語
日本語  한국어
한국어  français
français  Español
Español  русский
русский  português
português  العربية
العربية  中文
中文


