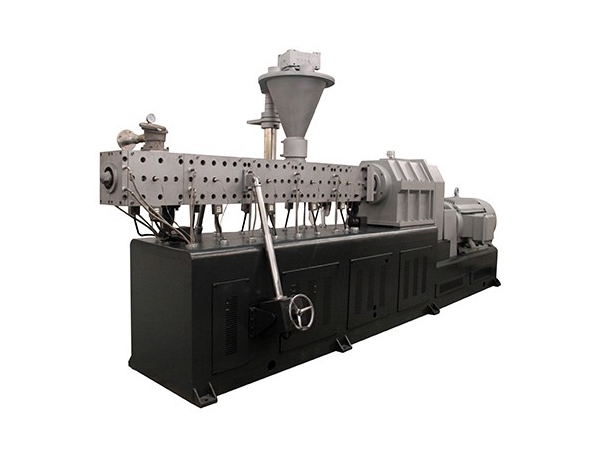
Dual screw extruder consists of a transmission device, feeding device, barrel, and screws, with each component playing a role similar to that of a single-screw extruder. The difference between the two lies in the fact that dual screw extruders have two parallel screws placed in the same barrel.
In single-screw extruders, material conveying is drag-type. In the solid conveying section, friction drag is used, while in the melt conveying section, adhesive drag is used. The conveying behavior is determined by the frictional properties of solid materials and the viscosity of molten materials. If the frictional properties of some materials are poor, it can be difficult to feed them into a single-screw extruder without addressing the feeding problem. Therefore, granular raw materials are suitable for single-screw extruder feeding.
In dual screw extruders, especially intermeshing dual screw extruders, material conveying is to some extent forward displacement conveying, the degree of which depends on the proximity of the screw thread of one screw to the relative screw groove of another screw. The highly positive displacement conveying characteristic can be obtained by the tight intermeshing of the screw geometry of the co-rotating extruder. Forced feeding is formed, and powdered materials are advantageous for extrusion feeding.
Researchers have described the flow velocity distribution of materials in single-screw extruders quite clearly. However, the flow velocity distribution of materials in dual screw extruders is quite complex and difficult to describe.
Many researchers simply ignore the flow of materials in the meshing zone when analyzing the flow velocity of materials in dual screw extruders, but these analytical results are far from the actual situation, because the mixing characteristics and overall behavior of dual screw extruders mainly depend on the leakage flow that occurs in the meshing zone, where the flow is quite complex.
The complex flow spectrum of materials in dual screw extruders offered by twin screw extruder manufacturers exhibits advantages that cannot be matched by single-screw extruders on a macro scale, such as good mixing, good heat transfer, high melting capacity, strong exhaust capacity, and good temperature control of materials.
The plasticizing time and composition requirements of the PVC system differ for single-screw and dual-screw extruders due to the varying flow states of materials in the extruder cylinder. The shear forces that materials are subjected to differ for these two types of extruders, leading to differences in the plasticizing time and process. Therefore, it becomes essential to consider these differences when selecting the appropriate extruder for PVC processing to achieve optimal product quality and output.
The shear force that materials undergo in dual screw extruders is much greater than that in single-screw extruders, requiring a higher level of internal lubrication in the PVC system. However, the plasticizing time and process of materials in dual screw extruders are short, leading to lower requirements for the thermal stability of the PVC system than in single-screw extruders, which have longer plasticizing time and require longer stability time for heat stabilizers.
In addition, the plasticizing ability and uniformity of materials in dual screw extruders are far greater than those in single-screw extruders, and the quality of extruded products from dual screw extruders is higher than that from single-screw extruders, mainly manifested in terms of the material's tensile strength, impact resistance, and weld strength. Specifically, the heat stabilizers, processing aids, and modifiers used in PVC profile formulations for single-screw extruders are more numerous than those used in dual screw extruders PVC profile formulations.

Related News
 Tel: +86-25-52706155
Tel: +86-25-52706155
 E-mail: info@kymach.com
E-mail: info@kymach.com
 No.59 West Tianyuan Road, Jiangning, Nanjing, Jiangsu Province, China
No.59 West Tianyuan Road, Jiangning, Nanjing, Jiangsu Province, China
 English
English  日本語
日本語  한국어
한국어  français
français  Español
Español  русский
русский  português
português  العربية
العربية  中文
中文